Compare Sheet Only:
Compare Tube Only:

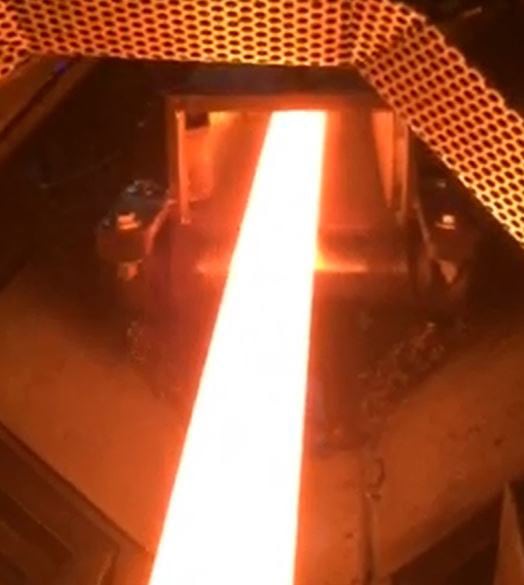


So you would not think about using “plastics” in the hot mill, right? In a bar mill, the picture on the right, a steel bar hits the entry box at well over 1000° F. When it enters the scanner box, the support roller that it rides across typically ranges about 600-800° F.
PROBLEM:
The roll shown below was experiencing excessive wear and the laser eye was covered in liquefied grease:
- Due to the excessive heat generated (800° F) the metal housing conducted that heat right to the bearing.
- Grease would liquefy and splatter onto view lenses of gauging measurement instrumentation.
- As the grease loses lubricity, the roller would lock up and wear prematurely.
- A pump of grease was required every 6 minutes to keep the bearing properly lubricated
SO WHAT IF…. A bushing could be installed as an insulator? Is there a “plastic” that can do that?
SOLUTION:
WS Hampshire worked with the mechanical engineer charged with driving temperature down and reduce grease consumption and frequency. A bonus would be to eliminate the grease splattering onto the eye of the laser. After evaluating operating temperature, shaft speed, and associated loading, WS Hampshire presented 2 high temperature engineered thermoplastics. Ultimately PEEK (Polyetheretherketone) was selected for a trial run.
The Engineering team re-designed the assembly to a smaller diameter shaft, allowing for a bushing to be incorporated. The pillow block housing remained the same, so the bearing inner diameter increased, while the outer diameter remained the same.
RESULTS:
Success was seen almost immediately while running with the PEEK bushings. Based on ACTUAL MEASUREMENTS at the machine:
- The bearing housing temperature dropped to 330° F & the roll temperature dropped to 290° F.
- Temperatures dropped by more than half!!
- Remember the need to pump grease every 6 minutes?
- Initially, this was backed off to once every 15 minutes with plenty of grease still in place.
- Then, this was backed off to once every 25 minutes with the operators still satisfied with the amount of grease in place.
- From 6 – 25 minutes! That is over a 4X improvement!
- The icing on the cake – excess grease did not liquefy and splatter. Rather is just naturally dropped down and formed a small pile (you can see it if you look real close at the picture on the right.
SUMMARY
As a result of adding the PEEK plastic insulator bushing, the mill was able to realize instant results in reductions to grease consumption and roller wear.
And now … their laser scanner now works properly and gives accurate product measurements since the lens is no longer covered with splattered grease.
Understanding what problems needed to be solved and the application environment have resulted in another value added win for the customer. To learn more about this project or how our materials expertise, combined with precision CNC machining services can benefit your next project, contact us today.