UHMW-PE – VERSIONS, USES, LIMITATIONS
Comments Off on UHMW-PE – VERSIONS, USES, LIMITATIONS
Ultra High Molecular Weight Polyethylene (UHMW) is one the most widely used thermoplastic materials today. It is defined as having a minimum molecular mass (molecule length) of 3.2 million; some resins go as high as 7.5 million (for reference, HDPE = ~1MM, LDPE = ~500,000)
UHMWPE advantages in its virgin form:
- odorless, tasteless, and nontoxic
- highly resistant to corrosive chemicals except oxidizing acids
- almost no moisture absorption
- extremely low coefficient of friction (comparable to PTFE (“Teflon®”))
- self-lubricating
- excellent abrasion resistance, especially wet (~15X better than carbon steel)
- highest impact resistance of any thermoplastic (IZOD = no break)
Easily modified, this base material is used in applications as diverse as cargo dock impact bumpers to dump truck liners to food equipment to orthopedic joint replacements. Essentially a “poor man’s Teflon®”, it shares similar properties, with some significant limitations.
Like PTFE, UHMW cannot be melt processed, as this breaks down the molecular chain. It is made using compression and heat to “fuse” the material below its melting point. It is available in compression molded sheets up to 8’ x 20’, and ram-extruded rod, tubes & profile shapes.
The largest industrial markets for UHMW are food processing and heavy equipment, both primarily for bearing & wear components. For such applications, the limitations versus nylon or acetal are:
- Heat Resistance – the heat deflection temperature is 116⁰F, compared to ~200⁰F
- Thermal Expansion – UHMW changes at 2X the rate of nylon with temperature changes
- Compressive Strength – its compressive strength = 3000 psi, versus 15,000 psi for nylon – UHMW’s safe working load is 1000 psi maximum
- Inserts – since the material is only 25%as strong as nylon, larger / specialty inserts with a foot extension on the bottom (prevents pull-through), and limited torqueing is needed
Where food contact is not an issue, reprocessed UHMW is a cost effective alternative. Using clean regrind mixed with virgin black resin yields a material with the same low friction, low moisture absorption and impact resistance of virgin at lower material cost. Due to the inclusion of the larger regrind particles, it is actually slightly harder and some OEMs prefer it over virgin.
There many modifications of UHMW available, including colors; UV stabilized; lubricant filled (solid, oil or MoS2), ceramic filled; anti-static/conductive; metal/X-ray detectable; high temperature.
This last version needs come clarification. Some mills offer an anti-oxidant filled UHMW touted to withstand 275⁰F – HOWEVER -THE HEAT DEFLECTION TEMPERATURE IS THE SAME AS VIRGIN, 116⁰F! What the 275F means is that, where pure virgin UHMW starts to oxidize (turn brown) over time @ ~175⁰F, this version adds ~100⁰F heat resistance before oxidation.
Too much information? Give us a call, the experts at WS HAMPSHIRE can walk you through all the data to find the right material for your needs – you’re in the right place!
Tom Connelly is a self proclaimed “street engineer” with over 40 years in the plastics industry.
Lubrication Issues? Get the Grease Out!
Comments Off on Lubrication Issues? Get the Grease Out!
SELF LUBRICATING MATERIALS CAN HELP!
Either as an OEM making equipment, or as an end user, lubrication of moving parts is a major consideration – and ongoing cost – in the life of the equipment. Do you find yourself buying more lubricants than you should, or replacing “friction and wear” parts too frequently?
Grease is so ubiquitous that most people don’t even know the definition or composition. The ASTM definition of lubricating grease is: “A solid or semi-solid lubricant consisting of a thickener agent in a liquid lubricant. Other ingredients imparting special properties may be included”. Commercial grease usually consists of a thickener ( 5 to 35 wt %), base oil ( 65 to 95 wt %) and various additives (0 to 10 wt %).
Lubricants can be “natural” (petroleum-based) or “synthetic” (silicone, etc). There are four basic types: liquid (oil), semi-solid (grease), solid (Teflon® tape) or powdered (graphite or molybdenum disulfide powders). Once you start adding generic specialization, then each supplier’s “whiffle-dust” and a marketing plan, and you have literally thousands of options!
Yet with all this availability, over 50% of bearing failures are directly attributable to lubricant failure or contamination, as documented by Ernest Rabinowicz, an MIT professor for 43 years, widely known for his work in tribology, (study of friction and wear) and author of THE authoritative book “Friction and Wear of Materials”.
Professor Rabinowicz also documented that, on average, ~6% of the US GDP is spent on repairing damage from mechanical wear. In 2019, GDP was $21.5 trillion; 6% = ~$1.3 trillion!
Another consideration is the cost of delivering the lubricant to the wear surfaces –studies show that, on average, the application costs are 5X the cost of the lubricant itself – so, if the lubricant costs $2, the total cost to apply it is $10 – and that doesn’t include the costs in spills/clean-up, OSHA/EPA reporting, and other hidden costs that are usually buried in the maintenance budget.
Traditional metallic wear parts usually need frequent lubrication – what if you could reduce or even eliminate it?
How can you find a source that might help? You just did!
WS HAMPSHIRE provides industrial parts from many composite materials, both thermoplastic and thermoset, that have specially designed internal lubrication packages to address this problem. Some customers have been able to eliminate external lubrication entirely; many more have reduced the frequency and amount of lubricant, with our self-lubricating materials acting as a “safety factor” in case a lube system failure.
One example: an OEM of 125 ton mining trucks had a severe lubrication issue on the rear dump pivot bushings. Sealed roller bearings weren’t “sealed enough”, and grit got in and wore the rollers. Bronze would work, but required force-greasing 2X per day to flush out the grit (especially coal dust), that wore on the steel pin more than the bronze. They then extensively tested a solid lubricant filled cast nylon, which required no grease, and any grit that entered was simply buried in the nylon below the wear surface – problem solved and the thermoplastic solution cost less than the bearings or the bronze!
Give the pros at WS HAMPSHIRE a call – you’re in the right place!
Tom Connelly is a self-proclaimed ‘street engineer’ with over 40 years in the plastics industry.
Designing parts with Coefficient of Linear Thermal Expansion in mind
Comments Off on Designing parts with Coefficient of Linear Thermal Expansion in mindMost materials will expand when heated and shrink when cooled. Consider expansion joints on bridges – even concrete with rebar will move with temperature changes. The coefficient of lineal thermal expansion is used to calculate how much expansion or contraction will occur when a plastic part is heated or cooled. The lower the figure, the more dimensionally stable that material will be.
Generally, even the most stable composites move about a degree of magnitude more than most metals with heat, and composites are heat insulators!
The most common method to generate coefficient of linear thermal expansion data is ASTM E-831, Thermal Mechanical Analysis. Simply, a small sample is placed in a chamber where the material is cooled to typically -40F. A sensor rod touches the material and measures the growth as temperature increases to ~300F.
The data is actually generated as a curve (see below), but from that is reported a single, averaged value (see chart). Domestically, this value is reported as 10-5 inch/inch/⁰F. For most applications, this information is sufficient for designing proper fit for parts that will see temperature swings.
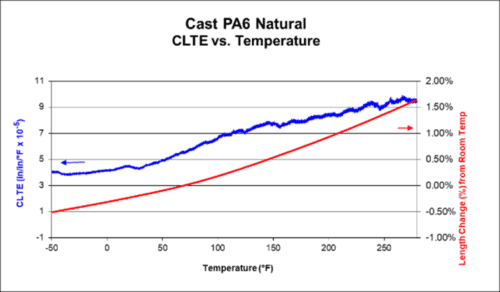
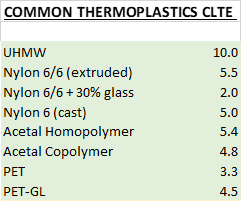
Note the effect of fiber reinforcement on stability (raises it as it does with other properties).
So, what does all that mean to the designer?
You can use these values to calculate growth. Say you have a 4” long wear pad made from cast nylon, and the part has been stored @ 73F but will see 125F in service. You take the coefficient of linear thermal expansion of .0005” x the 52F increase – the part will grow .0025” @ 125F. The same part in UHMW would grow .0052”.
Fit – you must therefore allow for growth in whatever structure the part functions – if it’s a bushing pressed into a housing, growth will be all on the ID and extra clearance must be added; on very long parts, the length will grow noticeably.
Attachment – it is best practice in wear pads to allow for growth by designing slightly oversize holes; with materials like UHMW, slots may be needed (like vinyl siding has), or the part may buckle. With thermoplastic bushings, allow for “close in” as frictional heat is experience.
Technical Note
Thermoplastics are isotropic – they grow equally in all axes. However, phenolics (while generally more stable) are anisotropic – they grow slightly differently in length (X axis) and width (Y axis), so orientation of the raw material is critical in determining growth of a finished part.
Confusing? Don’t worry, the team at WS HAMPSHIRE can help you! You’re in the right place!